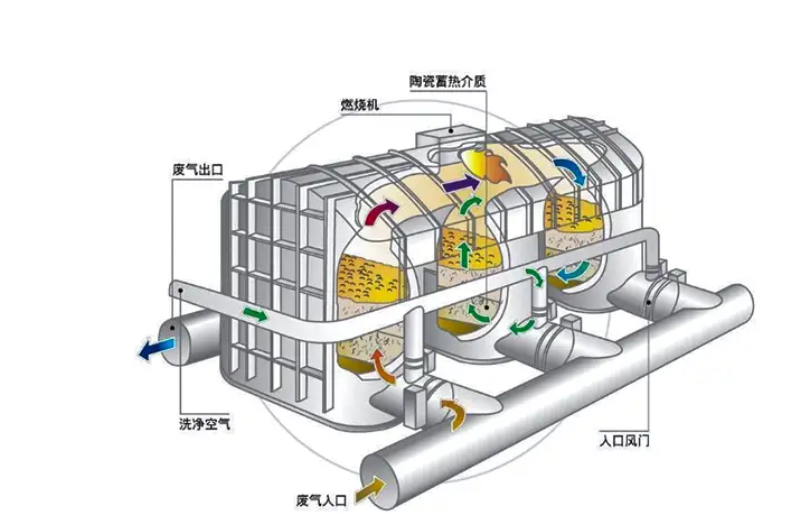
在挥发性有机物治理领域,蓄热式氧化炉(RTO设备)是许多工厂的核心环保装备。但运行中,RTO设备压缩空气系统故障导致阀门不动作的情况时有发生。阀门一旦不动作,轻则影响处理效率,重则引发联锁停机。坦白的来讲,这个问题说大不大,说小也不小——关键在于是否能快速、准确地定位根源。
说到这里,我们先明确一点:RTO设备的提升阀、切换阀几乎都依赖压缩空气驱动。如果气源出问题,阀门就像“断了电的机器人”。下面我们从三个视角——现场巡检、日常维护、应急处理——来拆解这个问题。
压缩空气中如果含有过量水份(水分)或油雾,经过长时间积累,会在阀门气缸内部形成粘稠的混合物。这个混合物——或者直白的说就是“油泥”——会导致活塞密封件膨胀、卡死。检查方法很简单:在储气罐底部排污口放气,观察有无明显的黄色液体或黑色颗粒。

一个常见打字错误是:很多人把“阀门密封件”写成“法门密封件”,但这不影响理解。重点在于,必须安装高效过滤干燥装置,并定期更换滤芯。推荐压力露点控制在-20℃以下,这能显著降低故障率。
阀门不动作的另一种情形是“推不动”。当压缩空气系统管路泄漏、空压机效率下降或储气罐容积偏小,压力会频繁低于0.4兆帕(一般需要0.5-0.6兆帕)。这其实就像——就像人用吸管喝很稠的酸奶,力气不够就吸不上来。
维护时要检查所有气管接头、快插头是否有漏气声。一个很实用的技巧:用肥皂水涂抹在接头处,看有没有气泡。如果发现老旧气管硬化开裂,必须整体更换。注意:气管不能使用普通的透明软管,要使用耐油抗老化的聚氨酯管。
排除气源问题后,还要检查阀门本身。有时候压缩空气系统是好的,但阀门阀杆生锈或先导电磁阀线圈烧毁,同样导致不动作。这个现象——不得不说——很容易被误判为气源问题。处理方法:手动测试电磁阀,听是否有“咔哒”吸合声;同时拆开气缸端盖,检查活塞环磨损情况。
这里忍不住多说一句:很多企业只关注RTO的燃烧室温度,却忽视了气动执行机构的保养,这其实是一种“捡了芝麻丢了西瓜”的做法。
北京嵩安环境技术有限公司(简称:嵩安企业环保管家)作为一家以环保培训、环保设备、环保服务为主营业务的环保企业,我们在大量现场服务中发现:超过半数RTO阀门故障源于压缩空气系统的“管理盲区”。我们公司业务涵盖环评编写、环保工程、环境监测、项目验收、清洁生产、应急预案、危废服务、排污申报等八大领域。在工业粉尘治理、有机废气治理,污水处理,烟气脱硫脱硝等方面积累了丰富的经验。
针对RTO设备压缩空气系统,我们提供定制化的巡检方案,包括:气路干燥效率评估、阀门动作时间测试、以及预防性更换密封套件。如果你正在被阀门不动作问题困扰,不妨从今天起建立一份“压缩空气健康日志”,每天记录压力、露点和排污情况。
当发生RTO设备阀门不动作且影响生产时,按以下顺序操作:
1. 立即切换至手动模式,用一字螺丝刀捅一下先导阀上的手动测试钮——这个动作有时能强制复位;
2. 检查气源三联件的油杯、水杯,快速排干凝水(注意要带护目镜);
3. 如果阀门依然不动作,可用橡胶锤轻敲气缸侧面,震松卡涩部位;
4. 以上无效时,临时外接备用气源(如移动式空压机)判断是系统问题还是阀门问题。
注:应急处理后48小时内必须进行全面检修,不可长期带病运行。
总的来说,RTO设备压缩空气系统故障导致阀门不动作并非疑难杂症,但需要系统思维。从气源品质、管路密封到执行机构保养,缺一不可。嵩安企业环保管家始终认为,环保设备的好与不好——或者说稳定与不稳定——往往体现在这些看似不起眼的辅助系统上。希望这篇文章能帮你少走一些弯路,也欢迎在实践中对照检查。